

A fekete szilícium-karbid kerámiagyűrű egy nagy teljesítményű tervezett kerámiaszerelvény, amely nagy tisztaságú szilícium-karbidból készül, precíziós öntéssel és magas hőmérsékletű szinterezéssel....
Lásd a részleteket
KÖVESSEN MINKET:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Ipari kerámia kiválasztási útmutató | Száraz sajtolás vs. forró préselés, hogyan válasszunk pontosan?
2026-04-14
1. A két fő folyamatelv és alapvető jellemzők teljes elemzése1. Száraz sajtolás: szabványos választás a hatékony tömeggyártáshoz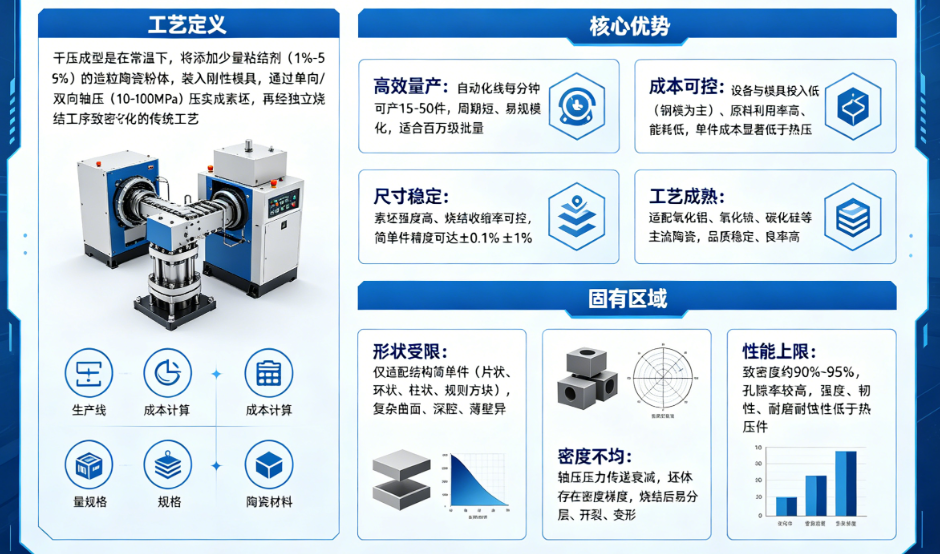 2. Melegprésformázásfolyamat meghatározása A melegsajtolás az Integrált öntés és szinterezés Fejlett technológia: be Vákuum/védő légkör , helyezze a port egy magas hőmérsékletnek ellenálló formába (főleg grafitba), és vigye fel egyszerre Magas hőmérséklet (1400-2200 ℃) Magas nyomás (20-40 MPa) , a por gyorsan megsűrűsödik a hőre lágyuló áramlásban, és egy lépésben szinte teljesen sűrű kerámia keletkezik. 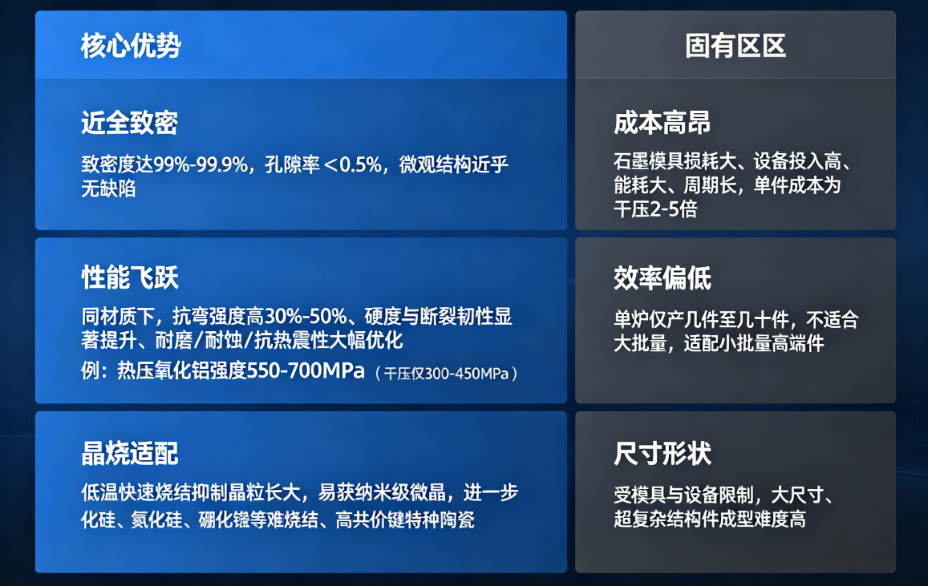 2. Száraz sajtolás vs forró préselés: Összehasonlító táblázat a mag méreteiről
3. Öt alapvető megítélési dimenzió a kiválasztási döntésekhez1. Tekintse meg a termék teljesítménykövetelményeit (elsődleges döntés)Válassza a száraz préselést: általános ipari forgatókönyvek, közepes követelmények Erősség, kopásállóság, szigetelés, nincs extrém magas hőmérséklet/magas nyomás/erős korrózió/nagy ütés . Példák: közönséges mechanikus perselyek, szigetelő tömítések, hagyományos tömítőgyűrűk, félvezető szerkezeti részek. Válasszon melegsajtolást: extrém teljesítményforgatókönyvek, követelmények Rendkívül nagy szilárdság, nagy szívósság, közel nulla porozitás, rendkívül kopás- és korrózióállóság, magas hőmérsékletű kúszásállóság . Példák: repülőgép-alkatrészek, csúcsminőségű vágószerszámok, olajfúró fúvókák, autómotorok precíziós alkatrészei, golyóálló páncélzat, félvezető ostyaszívók. 2. Nézze meg a termék szerkezetének összetettségét
3. Nézze meg a gyártási tétel méretét és költségét
4. Nézze meg az anyagrendszert
5. Tekintse meg a használati feltételeket
4. Összegzés: Nincs jó vagy rossz folyamat, az alkalmazkodás a legjobb.A megfelelő formázási eljárás kiválasztása az, hogy szilárd alapot teremtsen terméke teljesítményéhez és költségéhez. |
Kapcsolódó termékek
-
-
A cirkónium-kerámia rúd egy nagy teljesítményű kerámia anyagból készült rúd, amely főként cirkónium-oxidból készül, kiváló mechanikai szilárdsággal és kémiai stabilitással. Rendkívül nagy keménység...
Lásd a részleteket -
A kék cirkónium-oxid kerámia lapok fejlett cirkónium-kerámiából készült precíziós alkatrészek. Kobalttal, vassal vagy rézzel megfestik, hogy kék színt kapjanak. Ez a szín nem csak vizuális azonosít...
Lásd a részleteket -

Ez a kék cirkónium-oxid kerámia tű fejlett cirkónium-oxid kerámia anyagból készült, kiváló tartósságot és teljesítményt biztosítva. A cirkónium-oxid kerámiák nagy szilárdságukról, jó kopásállóságuk...
Lásd a részleteket -
A Zirconia Ceramic Gear cirkónium-oxid kerámia anyagból készül, amely kiváló nagy szilárdsággal és nagy keménységgel rendelkezik. Ez az anyagtulajdonság lehetővé teszi, hogy hatékonyan ellenálljon ...
Lásd a részleteket -
A cirkónium-kerámia vezetősín nagy teljesítményű, precíziós mechanikai alkatrész, cirkónium-oxid kerámia anyagból. Alapvető jellemzői a cirkónium-oxid kerámia kiváló fizikai és kémiai tulajdonságai...
Lásd a részleteket -
A cirkónium-kerámia helymeghatározó tű egy nagy pontosságú pozicionáló elem, amely fejlett cirkónium-oxid kerámia anyagból készül, kiváló fizikai és kémiai tulajdonságokkal. Fő jellemzői közé tarto...
Lásd a részleteket -
A cirkónium-kerámia gyűrű egy nagy teljesítményű kerámia termék, amely kiváló fizikai és kémiai tulajdonságairól ismert. Rendkívül nagy keménységgel és szilárdsággal rendelkezik, Mohs-keménysége tö...
Lásd a részleteket -
A cirkónium-kerámia lapok egyedi tulajdonságaiknak köszönhetően különböző területeken funkcionális alapelemekké váltak. 900–1200 MPa hajlítószilárdságukkal és 6–10 MPa・m¹/² szakítószilárdságukkal m...
Lásd a részleteket -
A Zirconia Ceramic Strip egy nagy teljesítményű cirkónium-oxid kerámiából készült szalaganyag, amely kiváló fizikai és kémiai tulajdonságokkal rendelkezik. Rendkívül nagy keménységgel és hajlítószi...
Lásd a részleteket -
A cirkónium-kerámia ostyák reprezentatív termékek a nagy teljesítményű szerkezeti kerámiák területén. A hagyományos timföldkerámiákkal vagy fém anyagokkal összehasonlítva átfogó teljesítménybeli el...
Lásd a részleteket -

A cirkónium-kerámia dugattyú egy nagy teljesítményű alkatrész, amelyet kemény ipari környezetekhez terveztek. A hasonló kerámia vagy fém dugattyús termékekhez képest egyedülálló anyagelőnyeivel tűn...
Lásd a részleteket

-
Gyors linkek
Otthon Termékek Rólunk Szolgáltatások Technológia Hírek Lépjen kapcsolatba velünk -
Termékek
Kerámia szerkezeti alkatrészek Cirkónium kerámia Alumínium-oxid kerámia ZTA Kerámia Szilícium-nitrid kerámia Szilícium-karbid kerámia Kerámia fröccsöntött alkatrészek -
Rólunk
Gyári túra Becsület GYIK -
Elérhetőségi adatok
+86-188 8878 5188zf@zfcera.comNo. 1, Xinggong Road, Anchang Industrial Park, Keqiao District, Shaoxing City, Zhejiang tartomány, Kína -
WhatsApp

Szerzői jog © Zhejiang Zhufa Precision Ceramics Technology Co., Ltd. Minden jog fenntartva.
Kínai precíziós kerámia gyártó
precíziós kerámia nagykereskedelmi szállítója
