

A fekete szilícium-karbid kerámiagyűrű egy nagy teljesítményű tervezett kerámiaszerelvény, amely nagy tisztaságú szilícium-karbidból készül, precíziós öntéssel és magas hőmérsékletű szinterezéssel....
Lásd a részleteket
KÖVESSEN MINKET:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Miért nem helyettesíthetik teljesen a kerámia szármarók a volfrámkarbidot?
2026-06-06
A modern precíziós megmunkálás területén a forgácsolószerszámok anyagának fejlődése soha nem áll meg. A közelmúltban a "kerámia marók" gyakran kitörtek az ipari körből elképesztő magas hőmérsékleti teljesítményük miatt, sok kívülállónak azt az illúzióját keltve, hogy "a hagyományos keményfém szerszámok teljes felváltására készülnek". A megmunkáló műhelyek élvonalában azonban a keményfém szármarók továbbra is szilárdan tartják a koronát, mint az "ipar foga". A kerámia szármarók miért nem helyettesíthetik teljesen a keményfém marókat? Milyen extrém helyzetekben mutatnak pótolhatatlan erőt? Ez a cikk részletes technikai lebontást nyújt a fizikai természettől a konkrét alkalmazásokig.
- Miért nem helyettesítheti teljesen a kerámia a volfrámkarbidot?
T o megérteni a két anyag közötti generációs különbséget, vissza kell vezetnünk azok mikroszkopikus szerkezetét. Az, hogy a kerámia szármaró nem képes teljes mértékben helyettesíteni a volfrámkarbidot, három végzetes sebezhetőségben rejlik:
- Rendkívül alacsony ütésállóság (a végzetes hiba): A volfrám-karbid (cementált keményfém) egy "kemény fázisú fémkötő fázisból" álló összetett szerkezettel rendelkezik, amelyben a kobalt a vasbetonban a "vasalás" szerepét tölti be, ami kivételesen nagy ütésállóságot biztosít. A marás egy tipikus megszakított forgácsolási folyamat, ahol a szerszám fogai ismételten be- és kivágnak, és súlyos időszakos mechanikai ütéseket szenvednek el. A kerámiák, mivel tisztán szervetlen nemfémes anyagok, nem tartalmaznak fémes kötőanyagot. Következésképpen a törési szilárdságuk rendkívül alacsony, így ilyen körülmények között nagyon érzékenyek a mikroforgácsolásra vagy a katasztrofális repedésekre.
- Drasztikus eltérés a hajlítási erőben: A hagyományos keményfém marók hajlítószilárdsága általában eléri a 2000-4000 MPa-t vagy még ennél is magasabb. Ezzel szemben a kerámia szármarók hajlítószilárdsága általában csak 400 és 1000 MPa között van. Ez azt jelenti, hogy ha nagy oldalirányú erőknek vannak kitéve – mint például nagy vágásmélység, nagy előtolás vagy inhomogén zárványok az anyagon belül – a kerámia szármaró nagyon hajlamos a hajlításra és elpattanásra.
- Képtelenség elérni a „rendkívül éles” élvonalat: Az anyag eredendő ridegsége miatt a kerámia szármaró nem csiszolható vékony és borotvaéles vágóélre, mint a volfrámkarbid. Az élek idő előtti törékenységétől való megóvása érdekében a kerámiaszerszámokat negatív dőlésszöggel vagy vastag letörésekkel kell megtervezni (hónolás). Ennek eredményeként közönséges lágyfémek (például alumíniumötvözetek vagy alacsony szén-dioxid-kibocsátású acélok) megmunkálásakor a vágási ellenállás óriásivá válik, ami súlyos forgácselszívási problémákhoz vezet.
- Ideális anyagfelhasználás kerámia marókhoz
Bár a kerámia szármaró nem alkalmas mechanikai ütésekre és oldalirányú erőkre, két olyan tulajdonsággal rendelkeznek, amelyekhez a volfrám-karbid ritkán fér hozzá: a kivételes vörös keménység (keménység megőrzése magas hőmérsékleten 1200 °C-ig vagy afölött) és a kiváló kémiai stabilitás. Ez rendkívül hatékony "speciális erőkké" teszi őket speciális extrém munkakörülmények között:
2.1 Repülési osztály: Nikkel alapú szuperötvözetek
Az olyan anyagok, mint az Inconel 718 és GH4169, rendkívül nagy szilárdságot tartanak fenn még magas hőmérsékleten is, és erős munkakeményedést mutatnak. Hagyományos keményfém szerszámokkal megmunkálva az intenzív súrlódás okozta hő gyorsan meglágyítja és elhasználja a szerszámot. Ezzel szemben a SiAlON kerámiák vagy a bordákkal megerősített kerámia szármaró használata hűtőfolyadék nélküli „száraz vágáshoz” lehetővé teszi a vágási sebesség 5-10-szeres növelését a volfrám-karbidhoz képest. A mögöttes logika az, hogy a szerszám csúcsán fellépő nagysebességű súrlódásból eredő extrém hőt kihasználva helyileg lágyítja az ötvözet felületét, lehetővé téve annak egy pillanat alatt történő zökkenőmentes lenyírását. Ez a feldolgozási hatékonyság geometriai megugrását eredményezi.
2.2 Nagy teherbírású ütközés: Edzett acélok és speciális öntöttvasak
Az autóipari szerszámok, öntőformák és nagyméretű ipari hengerek gyártása során a mérnökök gyakran találkoznak nagy keménységű fémekkel az edzés után. A kerámia szármarók közvetlenül alkalmazhatók nagy sebességű, nagy hatékonyságú nagyolási és félmegmunkálási műveletekhez. Azáltal, hogy hőt használnak a hő legyőzésére, szükségtelenné teszik az unalmas elektromos kisülési megmunkálási (EDM) folyamatokat, ezáltal drasztikusan lerövidítik a teljes gyártási ciklust.
- Alapvető teljesítmény és alkalmazás összehasonlítása
| Értékelési dimenzió | Volfrámkarbid végmarók | Kerámia végmarók |
| Alapvető előnyei | Nagy hajlítószilárdság, kiváló szívósság, kivételes sokoldalúság (a hagyományos anyagok több mint 90%-át fedi le). | Rendkívül magas hőmérsékleti ellenállás (vörös keménység), ultra-nagy keménység, erős kémiai tehetetlenség. |
| Alapvető hátrányok | Hajlamos a gyors lágyulásra és erős oxidatív kopásra 1000°C-ot elérő hőmérsékleten. | Nagy ridegség, alacsony hajlítószilárdság, rendkívül érzékeny a vibrációra és az instabil megmunkálási beállításokra. |
| Megmunkálási stratégia | Használata bőséges hűtőfolyadékkal ajánlott (nedves vágás); kiválóan alkalmas nagy volumenű, nagy pontosságú kikészítésre. | Száraz vágáshoz kifejezetten ajánlott (szigorúan tilos a hősokk a termikus repedés elkerülése érdekében); kiváló a nagy sebességű nagyolásnál. |
A Shop-Floor Engineers összefoglalója:
A modern, precíziós, intelligens gyártósorokon a hozzáértő mérnökök soha nem választanak vakon. Az igazán hatékony stratégia a "tag-team szövetség". Először is, a [Camic End Mill]-t a kiemelkedő vörös keménység kiaknázására alkalmazzák, és az anyag nagy részét ezer fokos hőmérsékleten végzett nagy sebességű nagyoláson keresztül eltávolítják. Ezt követően a rendszer zökkenőmentesen átvált a [Tungsten Carbide End Mill]-re, kihasználva kiváló hajlítószilárdságát és borotvaéles élét, hogy optimalizált fogásmélységgel végezze el a végső, nagy pontosságú végső megmunkálást. Ha mindkét eszköz a maga erősségeit kihasználja, az a végső kód a költségcsökkentés és a hatékonyságnövelés eléréséhez.
Kapcsolódó termékek
-
-
A cirkónium-kerámia rúd egy nagy teljesítményű kerámia anyagból készült rúd, amely főként cirkónium-oxidból készül, kiváló mechanikai szilárdsággal és kémiai stabilitással. Rendkívül nagy keménység...
Lásd a részleteket -
A kék cirkónium-oxid kerámia lapok fejlett cirkónium-kerámiából készült precíziós alkatrészek. Kobalttal, vassal vagy rézzel megfestik, hogy kék színt kapjanak. Ez a szín nem csak vizuális azonosít...
Lásd a részleteket -

Ez a kék cirkónium-oxid kerámia tű fejlett cirkónium-oxid kerámia anyagból készült, kiváló tartósságot és teljesítményt biztosítva. A cirkónium-oxid kerámiák nagy szilárdságukról, jó kopásállóságuk...
Lásd a részleteket -
A Zirconia Ceramic Gear cirkónium-oxid kerámia anyagból készül, amely kiváló nagy szilárdsággal és nagy keménységgel rendelkezik. Ez az anyagtulajdonság lehetővé teszi, hogy hatékonyan ellenálljon ...
Lásd a részleteket -
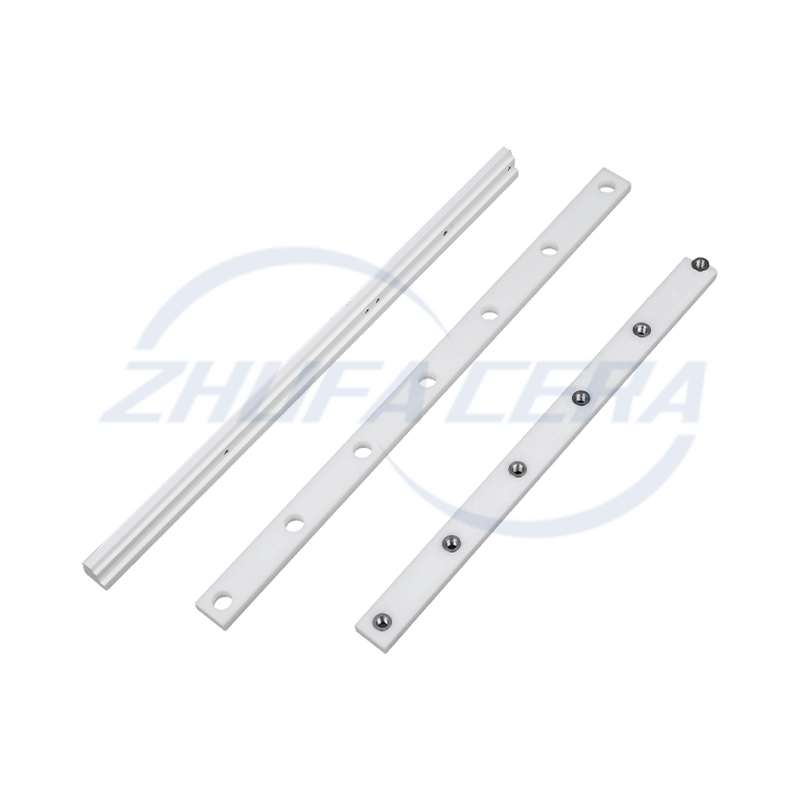
A cirkónium-kerámia vezetősín nagy teljesítményű, precíziós mechanikai alkatrész, cirkónium-oxid kerámia anyagból. Alapvető jellemzői a cirkónium-oxid kerámia kiváló fizikai és kémiai tulajdonságai...
Lásd a részleteket -
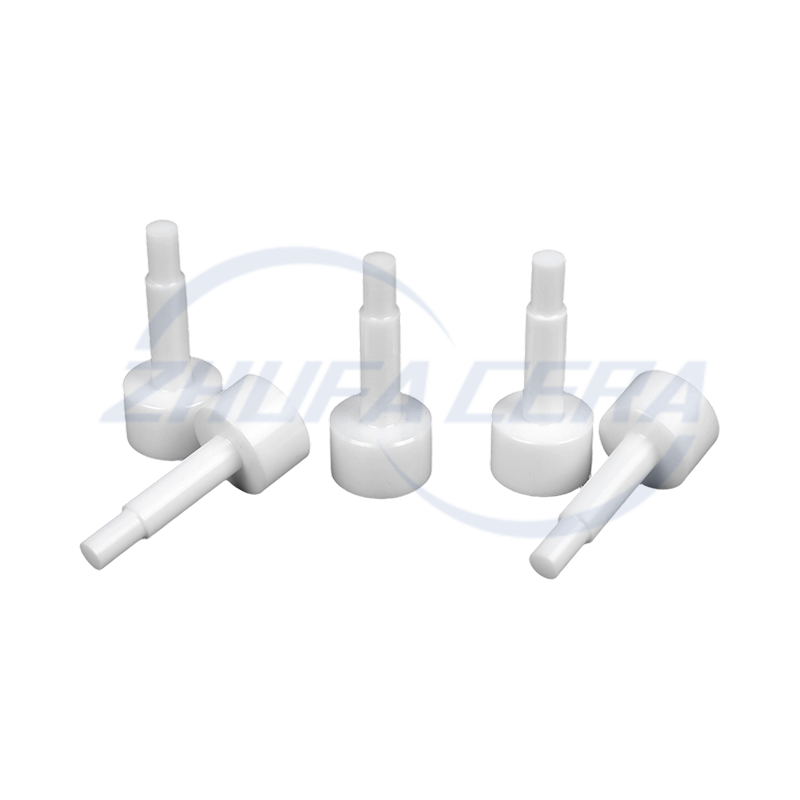
A cirkónium-kerámia helymeghatározó tű egy nagy pontosságú pozicionáló elem, amely fejlett cirkónium-oxid kerámia anyagból készül, kiváló fizikai és kémiai tulajdonságokkal. Fő jellemzői közé tarto...
Lásd a részleteket -
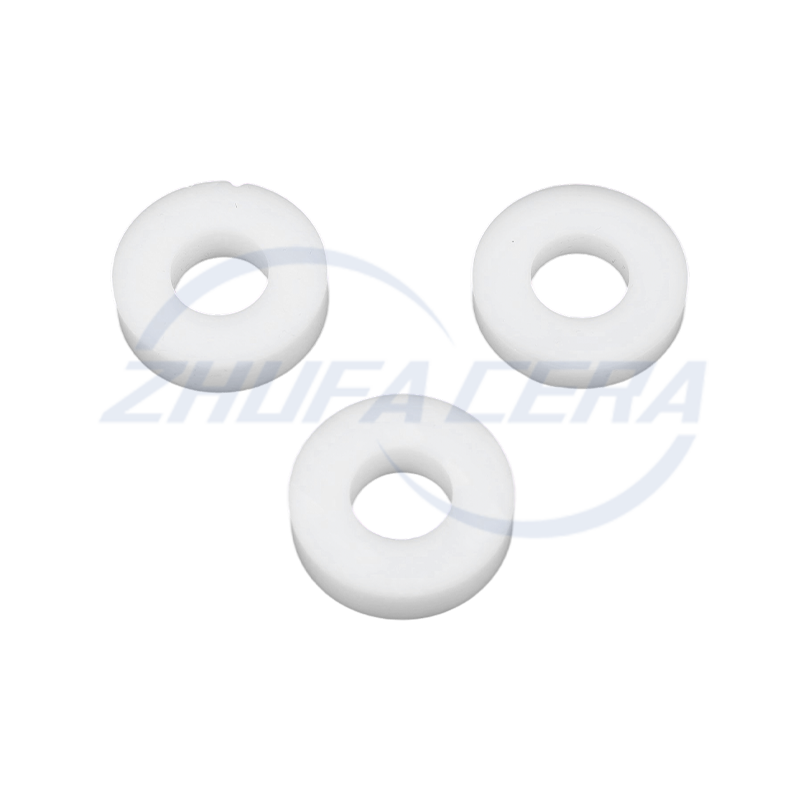
A cirkónium-kerámia gyűrű egy nagy teljesítményű kerámia termék, amely kiváló fizikai és kémiai tulajdonságairól ismert. Rendkívül nagy keménységgel és szilárdsággal rendelkezik, Mohs-keménysége tö...
Lásd a részleteket -
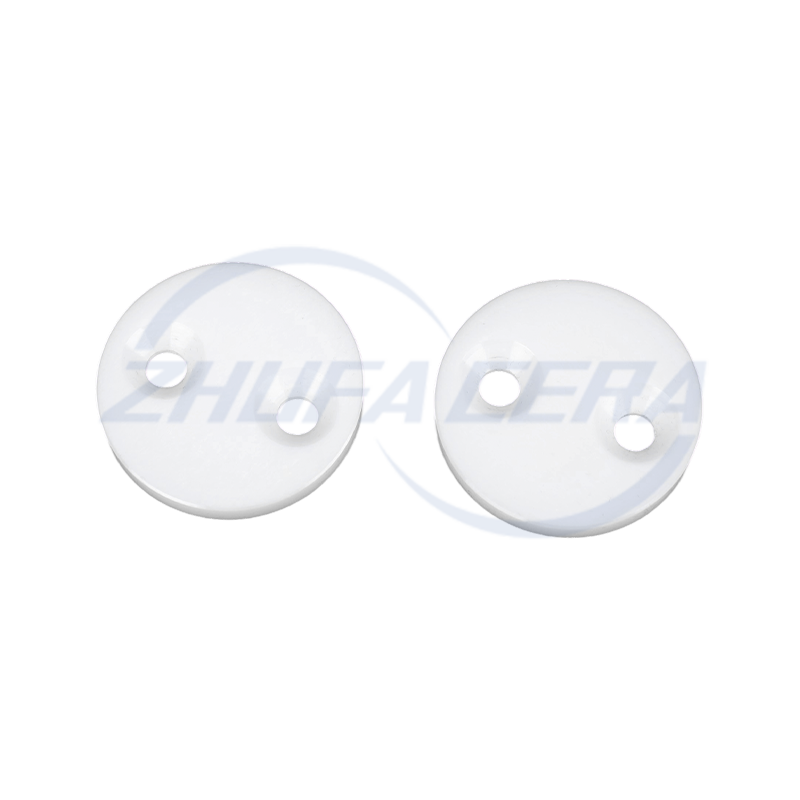
A cirkónium-kerámia lapok egyedi tulajdonságaiknak köszönhetően különböző területeken funkcionális alapelemekké váltak. 900–1200 MPa hajlítószilárdságukkal és 6–10 MPa・m¹/² szakítószilárdságukkal m...
Lásd a részleteket -
A Zirconia Ceramic Strip egy nagy teljesítményű cirkónium-oxid kerámiából készült szalaganyag, amely kiváló fizikai és kémiai tulajdonságokkal rendelkezik. Rendkívül nagy keménységgel és hajlítószi...
Lásd a részleteket -
A cirkónium-kerámia ostyák reprezentatív termékek a nagy teljesítményű szerkezeti kerámiák területén. A hagyományos timföldkerámiákkal vagy fém anyagokkal összehasonlítva átfogó teljesítménybeli el...
Lásd a részleteket -

A cirkónium-kerámia dugattyú egy nagy teljesítményű alkatrész, amelyet kemény ipari környezetekhez terveztek. A hasonló kerámia vagy fém dugattyús termékekhez képest egyedülálló anyagelőnyeivel tűn...
Lásd a részleteket

-
Gyors linkek
Otthon Termékek Rólunk Szolgáltatások Technológia Hírek Lépjen kapcsolatba velünk -
Termékek
Kerámia szerkezeti alkatrészek Cirkónium kerámia Alumínium-oxid kerámia ZTA Kerámia Szilícium-nitrid kerámia Szilícium-karbid kerámia Kerámia fröccsöntött alkatrészek -
Rólunk
Gyári túra Becsület GYIK -
Elérhetőségi adatok
+86-188 8878 5188zf@zfcera.comNo. 1, Xinggong Road, Anchang Industrial Park, Keqiao District, Shaoxing City, Zhejiang tartomány, Kína -
WhatsApp

Szerzői jog © Zhejiang Zhufa Precision Ceramics Technology Co., Ltd. Minden jog fenntartva.
Kínai precíziós kerámia gyártó
precíziós kerámia nagykereskedelmi szállítója
